前言:
食品工业原料广泛,制品种类繁多,排出废水的水量、水质差异很大。因此在生产过程中所产生的废水需要经过一系列处理才能保证不破坏自然环境。
目前存在的问题:
食品厂废水中含有一定量的油脂,主要污染因子为ss、coder、bod5、TP及少量的食品添加剂等,废水具有排放不稳定、可生化性较好、悬浮物含量较高、PH值变化大等特点。该类废水必须严格处理,如直接排放,势必对周围环境造成严重污染。
处理的规模:
日均进水220m³。
客户要求:
1、前处理能降低部分氨氮
2、色度达标
3、产品能够长期稳定运营
解决方案:
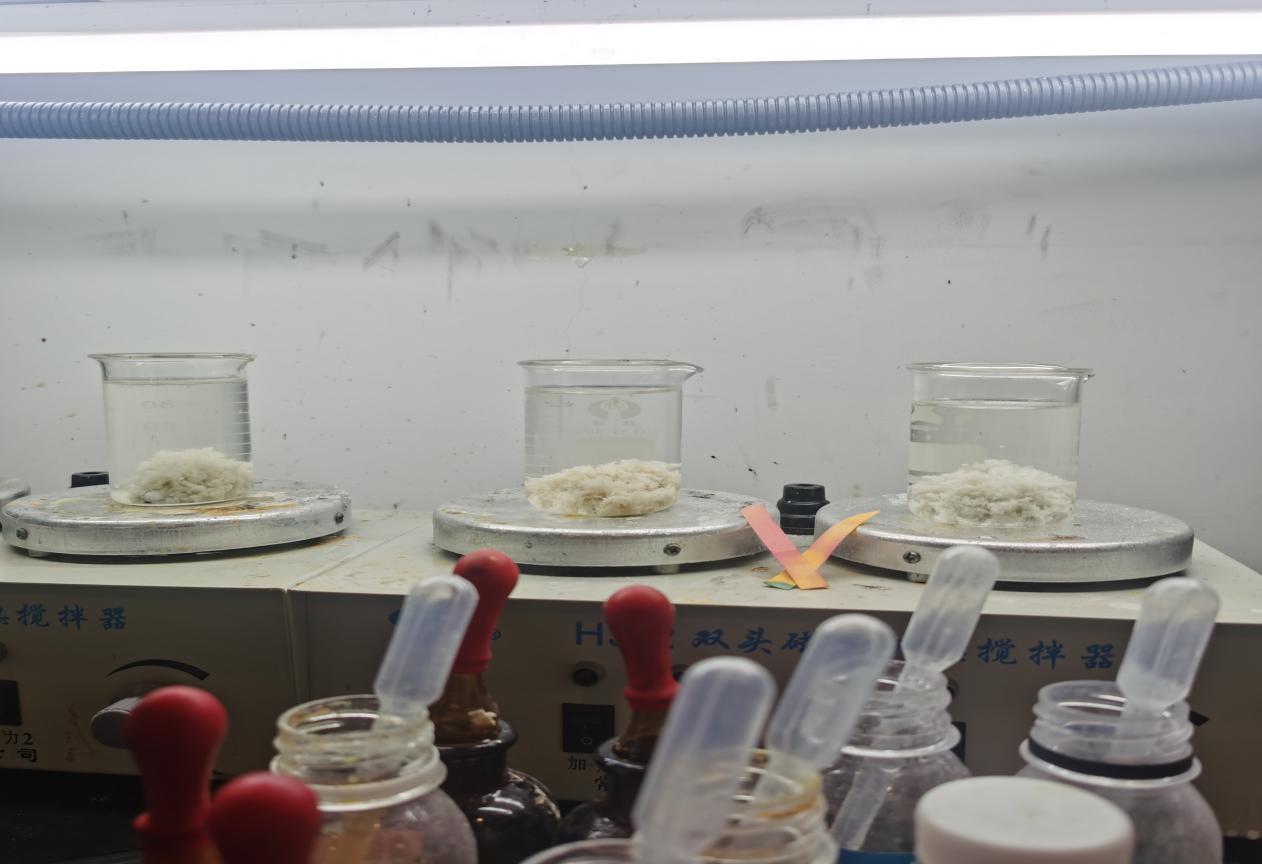
现场连续取样三天,按照三天所取不用的污水进行1:1:1的比例去混合。取原水100ML,测出PH值为5.8,千分之1.5的25%氢氧化钠,然后加入千分之一的FQ-WD13破乳剂(该类废水内含有动植物油所以适用于破乳剂),然后加入1.5%的聚丙烯酰胺阴离子(1‰的水溶液)。
处理后情况:
经过多次实验发现,FQ-WD13破乳剂针对该水有突出效果,不同的比例浓度以及不同的污水搭配,只需要添加不同量的药剂即可,可做到集破乳、脱色、絮凝等为一体,而且经检测发现,该水的磷跟氨氮均可去除到60%左右(不计生化系统去除率),真正的便捷高效。

产品清单:
FQ-WD13破乳剂、氢氧化钠、聚丙烯酰胺阴离子。

客户的案例:
原水经过混合、均值、PH调节和混凝沉淀后,进入水解酸化池,以提高废水可生化性。然后进入缺氧池,在缺氧段去除大部分的COD,之后,废水进入好氧段,去除氨氮和剩余的有机物,并通过MBR实现废水分离,后端可视情况决定是否增加砂碳过滤以及超滤。综合废水处理后产水能够达到国家一级排放标准,COD及氨氮去除率达到95%以上。

客户的评价:
现场操作演示给客户展示,利用快检试纸测出总磷氨氮,客户十分满意,配套现有工艺,使废水运营更加稳定、成本更低。
 专注于环境药剂研发生产一站式环境药剂解决方案提供商
专注于环境药剂研发生产一站式环境药剂解决方案提供商


